
After countless hours of playing with 3Drag (now with a lower price!!) we finally selected 10 prints that you can use to explain what you can really make with your 3D printer.
3D printing is every day more often mentioned in the press: lots of stories, ranging from printing human tissues (thus saving lives) to creating weapons that can shoot real bullets (therefore being able to take lives). Between these two, countless examples exist of meaningful and powerful use cases for both desktop printers such as the 3Drag, and professional printers used in by to printing as a service companies such as Shapeways, Ponoko or Sculpteo.
During these months we have also worked to improve more and more our abilities in managing and tuning the printer and we actually realized that not all settings and practices are always obvious: the same model can be perfect or disastrous despite being printed with the same printer. The difference in fact, lies in the slicing parameters and – consequently – in how the extruder is controlled to deposit the layers of plastic.
Despite these prints have been tested on the 3Drag they can be printed with several (almost all) of the 3D printers around and most of the suggestions will be useful for all printers. Especially with RepRap derived printers (as is the case of 3Drag) will be easy to adapt the prints and have spectacular results, even if not all the printers offer the same performances and control of our beloved one.
The Software

At the time of writing this post, the software versions we use are Slic3r 0.9.10b and Repetier-Host 0.90c, the other packages available for slicing and printing are all following their steps. In terms of firmware, Marlin continues its evolution by adding and removing pieces and tuning performances according to user reports.
Few control before starting
Before analyzing the ten models that we have chosen to help you amaze your friends, it’s worth to see some general elements related to your 3Drag and its settings.
First, the proper leveling of the plate needs to be done by moving the Z axis to “0” – therefore with the extruder touching the printing surface – and then by rotating the the Z-axis screw by 180° to raise the extruder of a tenth of a millimeter to avoid rubbing on the printing plate.
After that, you should manually move the plate and check that the distance remains constant in all positions. It may happen that the plate has deformations that create dips or rises in the middle of the plate or in the middle of the sides. In thses areas adjustments are not that effective so you may need to remove the plate and try to bring it back into shape by hand. You can even use a piece of folded paper tucked between the aluminum stand and the epoxy glass.
You can check the extruder state by extruding some plastic in the air: if the thread falls straight down, without doing curls and deviations then the hole is perfect.
How to tame PLA

When we started printing, we thought that the temperature had a relative importance, imagining that a quite broad temperature range. PLA in fact begins to soften already at 70/80°C, becomes fluid at around 175°C and is liquid is approximately 220°C. The ideal fluidity for printing depends on how the PLA neutral was “loaded” with other substances to alter the color and transparency. From our experience we can say opaque PLA needs more heat, while the gold and the phosphorescent ones required a much lower temperature.
When around 210°C the PLA produces a thin wire made of tiny pearls: the phenomenon can be reduced by slowing the print (then having a shorter PLA segment above the critical temperature ). In the prints, you notice this effect in the walls that are often torn or segmented.
The solution that in time proved to be more effective is the lowering of the printing temperature, keeping only the first layer to a temperature in which the PLA is very fluid: this allows a good grip. Then you have to switch to to a lower that allows you to move at high speed without the thread turns into this necklace of tiny pearls. In some cases the ignition of the fan cures the problem since the exchange of heat between the wire already deposed and that in deposition cools the PLA sufficiently quickly and prevents the problem.
In other cases, you can just go down in temperature until this behavior disappears. Do not be afraid to go down because PLA – unlike ABS – offers an excellent adhesion between layers even when the temperature may seem low. In our tests, we started with a PLA that we rated as suitable for 215 degrees to eventually discover that it keeps behaving well even with a speed that is more than 100mm/sec.
If the PLA tends to be less homogeneous and loses continuity, the temperature is too high, especially when printing applying the trick of the virtual reduction of the diameter of extrusion; in this case, the PLA is “pulled” to reduce the diameter of the wire and this leads to the problem even with relatively low speeds.
In this case, tests are imporant to know the specific behavior of each type of PLA that you are using.
Preparing the printing plate
The last considerations that are worth making before to go printing, concern the printer plate.
3Drag’s plate is made of epoxy glass, treated with fine sandpaper to uncover the glass fibers that compose it. The porosity of the base allows the plastic to find a “foothold” and, in fact, you need a knife to remove each print once terminated. If the shape of the model has thick walls and a big support base, there is the possibility that ,when cooling down, the plastic shrinks until disconnecting the corners and outermost points. This phenomenon is known and feared by all those who print, especially with ABS (less with PLA). This is the reason why we use an heated plate that keeps the material at a temperature in which it is still “soft” and therefore does not deform with drawing.
The heated plate, however, can cause burns if not handled with care, in addition to consuming power.
For those printing with PLA the alternative is to improve even more the adhesion of the printing plate. To this regard the most practical and economical solutions are two: the first involves the use of a veil of diluted PVA (vinyl) glue, to be spread each two or three prints and removed periodically – with a little of water – when the surface is no longer uniform.
The second (ultra clever) solution consists in using adhesive sheets of Inkjet printing paper: these printing films have a permanent adhesive applied to a very robust film that is deformable. On top a layer of gelatin (that normally serves to fix the ink) is satin and porous, being a good foothold for the PLA. In addition to this, when a traction is applied on the edges, the sheet can come off slightly from the epoxy glass “accompanying” the traction of the model which is thus discharged and opposed, preventing the object to detach from the sheet.
STL files and G-Code
We finally arrived at our selection of prints, each of which will highlight one or more characteristics of 3D printing. It is also an opportunity for teaching given that we will share with you the technical aspects of the settings for each print.
Changing the G-Code
As this format is text based, it is possible to act on the file to edit its contents. A classic action regards the temperature setting of printing the first layer and the next. Opening with a text editor the file, you will find among the first few lines these instructions:
M104 S200 ; set temperature
G28 ; home all axes
M109 S200 ; wait for temperature to be reached
While at the end of the first layer you will find the change in temperature to the one chosen for the following depositions:
M104 S192 ; set temperature
G1 F1800.000 E437.06446
G92 E0
G1 Z0.480 F7200.000
Note (three lines away) the instruction for the movement along the Z axis that tells us that the extruder moves to 0.48 mm from the platen. The instruction that you must search for is “M104” which is followed by the parameter “S <Temperature>.” After the changes are saved, rename your file appropriately.
Finally, remember that the value of Z is absolute and so just do the math to know which value of Z is any printing layer. With this information you can for example stop printing a layer in a given manner to enable a change of color, or you can fix the problems that occur on a specific layer.
All G-Code instructions that can be used with 3Drag/Marlin are documented on the site of Marlin (https://github.com/ErikZalm/Marlin), both on the RepRap wiki. Repetier also offers an help window in the G-Code Editor that explains the standard commands.
Here follow five of the ten prints we are presenting: the following ones will be available on a second post soon
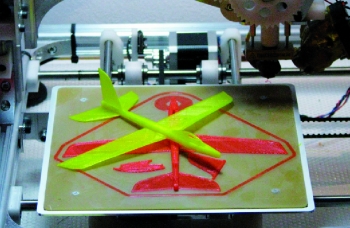
Monarch IX – Airplane
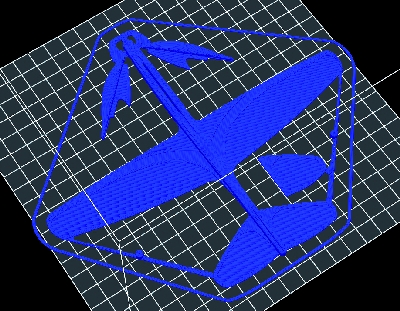
The original name of this file is “Monarch_IX_with_tags”: is a derivative from another airplane project that already offered some good results (the model is called glider). Compared to the prior version, it’s shapes is more rounded and the composition on the printing plate is more detachment friendly and gives means to detach the finished object more easily.
Tail and cockpit are to be mounted manually in their slots and just a bit of cyanoacrylic glue can make the placement permanent.
The model has calibrated weights and and a layered structure which provides the wings with the right lightness and rigidity to fly at its best, while the body is rigid and solid. Having two layers in the main part of the wings is a not easy challenge for your printer and this model is the ideal test-bed for the development of alignment, leveling and homogeneity of the surface.
You can see from the table that the thickness of the layers is 0.18mm: the most relevant information is the diameter of the extruded wire, 0.35 mm for both the first layer, and the next. This parameter can be adjusted from the “Advanced” tab of the printing profile. The printing speed is set to 90 mm / sec and can be managed in real time through the manual “Feedrate” selector. In terms of usage, we recommend you to launch manually, not with the elastic rubber band, even if the part to be inserted as a “cockpit” provides an hook just for the purpose.

STL file from Thingiverse
Filename: Monarch_IX_with_tags.gcode
layer_height = 0.18
perimeters = 4
top_solid_layers = 4
bottom_solid_layers = 3
fill_density = 0.2
perimeter_speed = 90
infill_speed = 90
travel_speed = 140
scale = 1
nozzle_diameter = 0.5
filament_diameter = 3
extrusion_multiplier = 1
perimeters extrusion width = 0.35mm
infill extrusion width = 0.35mm
support material extrusion width = 0.35mm
first layer extrusion width = 0.35mm
.
Geared Bearing
This model is very special because it is a self-assembling print: if realized in individual pieces, it could not be mounted. This is because in this way the six gears around the central one can’s get out of their seat: at the same time it makes impossible to assembly starting from individual pieces. This print is quite big in size and therefore the slicing parameters are “raw” privileging printing time and optimized material usage respect to detail. If you want to use this mechanism in applications, you may need to intervene on its density working on the thickness of the perimeters, which are to be welded together, without touching the gears (and consequently get fused). This model is down scalable (reduction) provided that you decrease the diameter of extrusion, through the ADVANCED parameters tab in the Print Setting of Slic3r. Control from Repetier – in the G-Code viewer – that the gears do not touch. If in doubt, start the actual printing and check that, when printing the fourth or fifth layer, the gears are visibly separated. If you make it bigger instead, you should not have problems.

STL file from Thingiverse
Filename: bearing6.gcode
layer_height = 0.2
perimeters = 4
top_solid_layers = 4
bottom_solid_layers = 4
fill_density = 0.5
perimeter_speed = 90
infill_speed = 90
travel_speed = 150
scale = 1
nozzle_diameter = 0.5
filament_diameter = 3
extrusion_multiplier = 1
perimeters extrusion width = 0.80mm
infill extrusion width = 0.80mm
first layer extrusion width = 0.60mm
.
Flexible Snake
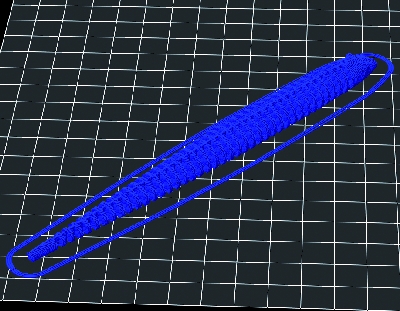
This is a classic demo print that has few characteristic elements. It is a flexible and elastic object, good to demonstrate how it is possible to exploit the characteristics of the print material by modifying thickness. Specifically, the snake is realized with a single perimeter to create the structure in the form of the ribs and spine. By observing the movements of the printer, it’s clear that the head and the tail are in fact connected by some sort of a kind spring. If the perimeter was made of two walls, flexibility would be much less: PLA is flexible until a thickness of 0,5 millimeter.
The one that designed the model has therefore made some reasoning on the slicing part, so as to generate – with normal printing parameters – only an outer perimeter and no fill in the ribs, a perimeter that is superimposed for the spine and the a correct filling of head and tail. If you magnify the model, this loses the characteristic of a single layer on the ribs and the flexibility decreases.
Note that, in most cases, the first layer keeps the two perimeters of the ribs joined thanks to the flattening effect of extrusion. If you adjust the height of the extruder you’ll be able to keep the two faces of the ribs separated and the snake would then be able to be flexed left to right, and also up to down, precisely because the ribs can open a bit in the lower part. As an exercise, you can search for the correct parameters to print a flexible version that is as large as the entire diagonal the printing plate, reaching the remarkable length of over 25 cm.

STL file from Thingiverse
Filename: LongSnake.gcode
layer_height = 0.3
perimeters = 1
solid_layers = 3
fill_density = 0.3
nozzle_diameter = 0.5
filament_diameter = 3
extrusion_multiplier = 1.1
perimeter_speed = 40
infill_speed = 50
travel_speed = 100
extrusion_width_ratio = 1
scale = 0.8
single wall width = 0.70mm
.
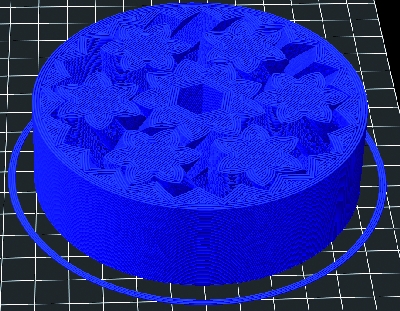
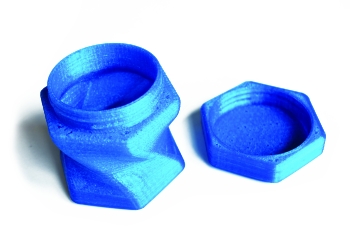
Twisted multi-size bottle cap
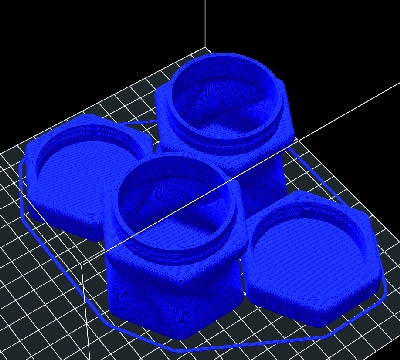
The original model is part of 3D printing history. It has been – and still is – a sample that Stratasys sends out to people to demonstrate the quality of their printers. The model is now public domain for some time and then the versions and reinterpretations are readily available. We have chosen the original one and we only changed the scale to make it more easy to use. When you have finished printing, you must clean it up a bit to remove any burrs or perals of plastic. The next step is to screw and unscrew the cap with gradually more complete rotations to help the two threads to work in the right way: do not force too much, or you will block the cap. If it’s hard to screw it means that you probably the print was too “abundant” and then the parts are dimensionally larger than necessary. If the plug is loose then the print was low in plastic. In both cases the parameter relative to the number of steps to extrude one millimeter of wire is wrong. You can find it in Repetier under Configuration -> Configuration of EEPROM Firmware. The window that opens up has a series of boxes on the first line: the last one is the one that determines how many times the wheel of the extruder should spin to load an inch of plastic. If your PLA or ABS wire has not a 3mm diameter, you’ll have “lean” or “fat” prints and this parameter will allow you to offset the problem. There are also other ways to solve the problem, but this is the quickest, even when slicing was already performed.
Otherwise you can act on the Filament Setting profile of Slic3r and make the change specifically for each type of PLA or ABS used. We invite you to print this model in various scales to appreciate its features: we tried until 3x. The G-Code file provided is capable to print two sets, double the size of the STL model: we are sure that one will be immediately grabbed by a friend so we just print two of them from scratch.
STL file from Thingiverse
Filename: Twisted_Bottle_mm_2_x2_3DragOK.gcode
layer_height = 0.18
perimeters = 4
top_solid_layers = 4
bottom_solid_layers = 3
fill_density = 0.2
perimeter_speed = 90
infill_speed = 90
travel_speed = 140
scale = 1
nozzle_diameter = 0.5
filament_diameter = 3
extrusion_multiplier = 1
perimeters extrusion width = 0.35mm
infill extrusion width = 0.35mm
first layer extrusion width = 0.35mm
.
Hypercube
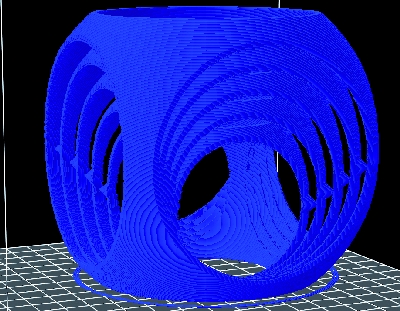
This is not an easy print: it necessitates various time consuming tricks, needed to ensure a good outcome. The first thing to do is to set for a ticker extrusion to give greater strength to the various pieces that – by design – are quite thin and delicate. We adopted a 2.8 mm plastic wire diameter and a 1.3 multiplication of the amount of material used. In the various trials we also found that the nozzle tends to bump into parts of the print each time that it goes from one of the four elements that go up vertically for each cube to another. This provokes vibrations and shocks that with high probability will lead to detachment from the platen. The solution to the problem was to enable the lifting of the extruder while on the move and this will put a strain on the threaded bar of your Z axis. Even the printing time are affected by this vertical movement added to the horizontal displacements, but shocks and mechanical stresses are reduced greatly, avoiding the danger of detachment.
You also must work to find a temperature that gives you grip without creating a thread thin during the transitions from one point to another. For the sake of mathematics and extrusion paths, bibs are created between the parts: these will be eliminated with a utility knife (by the way, by connecting the parts together they give us further stability during printing).
With these settings printing went well, but with a very long printing time, for two complete objects. Once implemented, you should improve the slots in which the rotating pins are housed by using the tip of a 6 mm audio jack (those of musical instruments). The tip can be heated with a lighter and then pressed into the slot to give it a smoother shape: be careful not to deform it. We performed the operation in several attempts to avoid ruining it: the aim of this process is to obtain the rotation of each cube without friction avoiding vibrations due to the excessive depth of the slots.

STL file from Thingiverse
Filename: GyroCube_Up_Orange215C.gcode
layer_height = 0.18
perimeters = 4
top_solid_layers = 4
bottom_solid_layers = 3
fill_density = 0.2
perimeter_speed = 90
infill_speed = 90
travel_speed = 140
scale = 1
nozzle_diameter = 0.5
filament_diameter = 2.8
extrusion_multiplier = 1.3
perimeters extrusion width = 0.80mm
infill extrusion width = 0.80mm
first layer extrusion width = 0.70mm

[…] A Bunch of Cool Prints To Experiment With Your 3DPrinterPosted 2 weeks ago […]